Concrete’s cobra effect: unintended results of embodied carbon reduction
by arslan_ahmed | January 9, 2023 7:00 am
 [1]By Christopher Bennett, iSCS, CDT; Rae Taylor, Ph.D.; Keith Robinson, FCSC, FCSI, RSW, LEED AP; and Kenneth Hercenberg, CSI, CDT, CCS, CCCA, SCIP AFFILIATE
[1]By Christopher Bennett, iSCS, CDT; Rae Taylor, Ph.D.; Keith Robinson, FCSC, FCSI, RSW, LEED AP; and Kenneth Hercenberg, CSI, CDT, CCS, CCCA, SCIP AFFILIATE
Recent efforts in North America to reduce embodied carbon in concrete are similar to British solutions to eradicate cobras in colonial India. Simple solutions often create bigger problems than the complex ones they were trying to solve.
The story goes that once upon a time in colonial India, British government officials were tasked with reducing the population of the venomous cobra. They chose to institute a bounty on all the poisonous serpents. While some of the population searched under houses and in bushes to find these creatures, others saw a business opportunity and established cobra farms to maintain a more consistent supply of snakes. Upon discovering the entrepreneurial response to this reward system, the colonial government ordered a halt to the snake bounty. With no economic incentive to keep the cobras, the farmers released them—leaving more snakes in India than prior to the start of the British bounty.
Concrete is similarly suffering from too simple solutions in solving the complex problem of reducing embodied carbon. Many well-meaning design and construction professionals have adopted the atomistic approach of simply removing cement and replacing it with supplementary cementitious materials (SCMs), such as fly ash, granulated blast furnace slag (GGBS), or limestone rich cement recipes such as Portland Limestone Cement (PLC). These materials behave differently than cement, possess different alkalinities, and do not react to temperature or water in the same way as Portland cement (PC). Perhaps less known is how cement itself changed just three to four years ago with Environmental Protection Agency (EPA) regulations requiring cement kiln dust (CKD) waste to be recycled into batches of new concrete. Almost overnight, cement went from being low alkalinity to high alkalinity, further changing concrete and its behaviour.
All these material changes to concrete have greatly increased water demands during curing, and unless compensated for, create poor quality, highly permeable concrete. However, the vast majority of architecture, engineering, and construction firms have not compensated for these material changes to concrete. They have not updated their approach to documentation nor installation. As a result, millions upon millions of cubic feet of concrete do not get enough water, creating matrixes already in need of repair immediately after it is placed. This remedial work is not only expensive and time consuming, but undermines the very effort to be sustainable. Luckily, it is possible to adjust specifications and on-site execution to not only to compensate for these new water demands, but also to further cement and embodied carbon reduction while making strong concrete.
 [2]
[2]Repairing new concrete
Bad concrete is hard to mistake. Curling, cracking, crazing, deflection, spalling, and concrete’s cancer, alkali silica reaction (ASR)1 are all easy tells to detect poor material. Many of the problems in concrete are the direct result of insufficient curing.2 Change orders in concrete are from poor curing. The wasted hours in responding to requests for information (RFIs) and testing the patience of all project team members come from poor curing. Data centres, school districts, and all manner of facility types spend billions of dollars on superfluous densification mobilizations, multiple patch and repair engagements, and lengthy schedule extensions, never to be recouped because the concrete is not being cured. It is a simple question: how can mechanically grinding millions of square feet of slab back into floor flatness tolerances, and then need to coat that concrete because that grinding has forever compromised integrity and serviceability of the slab be even remotely sustainable? What is the embodied carbon of the millions of square feet of epoxy, urethane, or acrylics placed atop that new, damaged slab?
If newer, low-carbon concrete is to be successful with less crazing, dry-shrinkage, deflection, spalling, and lower permeability, builders must learn the ways in which it is fundamentally different from the concrete of the past.
What is in new concrete?
Calls for reducing concrete’s embodied carbon are a focal point in modern construction. This is no surprise as concrete can represent 50 per cent or more of the overall global warming potential (GWP) of a building’s structure. Additionally, concrete’s carbon impact could be as much as eight per cent of global carbon dioxide (CO2) emissions.
Standard concrete is a composite of water, sand, aggregates, and Portland cement.3 The largest amount of embodied carbon in concrete has historically come from the production of cement. Currently, fuel consumption in kiln-fired production of PC, along with CO2 emission during calcination of carbonaceous rock and use of cement, uses a significant amount of energy and produces large amounts of greenhouse gas (GHG) emissions. In 2010, 2.9 billion tonnes (3.2 billion tons) of CO2 were emitted to the atmosphere from the production of 3.5 billion tonnes (3.9 billion tons) of cement and has climbed since. While cement suppliers have been working diligently on thermal efficiencies of kilns and cooler systems, and even alternative fuels as countermeasures, the easiest solution to meaningfully reduce embodied carbon has been to reduce cement content percentage (i.e. the main culprit of CO2 release). The three most common materials to replace cement have historically been slag, fly ash, and more recently, limestone cement.
The suggestion to replace cement with these materials is not new—as early as the 1960s, the potential of GGBS as a cement replacement material was discovered.4 Earlier than this, fly ash was known to have similar properties,5 even though the reason was not fully understood until more recently.6
With the familiarity of slag and fly ash as SCMs,7 the obvious solution to many was to simply reduce cement (and therefore embodied carbon) and use more of these SCMs. This especially makes sense if for ready mix suppliers already selling slag, and fly ash products. However, this seemingly simple increase in SCMs represents a complex material change which sets the stage for bad concrete.
Slag
Similar to just about any dry-add pozzolan, slag is a moisture-demanding material because of its size and surface. It can also inhibit cement formation due to its alkalinity. This increase in alkalinity, creating counterproductive reactions with sodium hydroxide (NaOH) and calcium hydroxide (Ca[OH]2), will lower the internal relative humidity (IRH). Once IRH is 80 per cent or less, there is no longer cement formation and porosity of the concrete is increased. Slag’s success in concrete is dependent on cement formation. Higher alkalinity will also destroy bonds between adhesives and floor coverings. Higher alkaline concrete can be a benefit to reducing corrosion with embedded steel reinforcement, but with newer composite low-carbon reinforcement such as basalt rebar, this justification becomes less and less necessary.
Portland Limestone Cement
PLC is a fantastic method for reducing embodied carbon.8 It is similar to PC but with a crushed limestone replacing some of the cement. This higher limestone content can help reduce embodied carbon by nine to 10 per cent. However, PLC is not the same as PC. Though PLC (Type IL) can perform similarly to a non-thinned Portland cement-based concrete, it does not behave exactly the same. This is very important to understand when it comes to curing. Both workability and hydration are affected. According to Eric Traffie, owner of Premier Concrete, concrete researcher and educator, “finishers notice the behavioural changes of the PLC compared to ordinary portland cement mixes. Workability and finishing can be challenges due to higher water demands.” Like slag, crushed limestone is also finer than the regular cement and has a greater surface area9 meaning it will increase water demands during curing. However, because adding water would mean lowering concrete strength and introducing potentially serious structural problems, the concrete is instead less than optimally cured and suffers from higher permeability.
Cement kiln dust
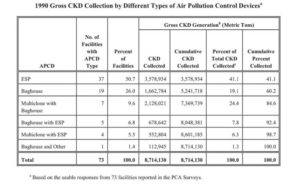
The path for using CKD began decades ago,10 but similar to these other SCMs, it represents a material change in concrete. CKD is fine-grain, solid, and highly alkaline waste removed from cement kiln exhaust gas by air pollution control devices.11
With much of it still being reactive (still able to create calcium silicate hydrate [C-S-H]) with concrete, CKD can be returned to cement production versus heading to landfills. This is part of a great solution in dealing with a waste material, but again, the apparently simple solution of moving CKD into the production process has also created colonial cobra-level consequences. CKD’s alkalinity—similar to slag—leaves cement competing for moisture, prohibiting important reactions for proper concrete formation, and increasing porosity which directly adds to increased costs for both initial construction as well as facility maintenance.
Low carbon mix designs
These new generations of low carbon mixes are not only seeing high percentages of slag, PLC, and cement kiln dust, but encouraged for use in concert with recipes such as Type IT (AX)(BX) ternary blended cement, and other mixes falling into the ASTM C595, blended hydraulic cements. These low carbon mixes are starving for water and fail to react without proper hydration, not creating important calcium silicate hydrate (C-S-H). This cascading effect of less water and fewer reactions leaves the concrete stretching itself out of shape (i.e. volume change) searching desperately for water that is not there and thus not forming a sturdy structure. Volume change aids in creating highly permeable, uneven, cracked concrete. This not only has the potential to damage the ability of a structure to meet its structural requirements, but will damage its serviceability and esthetics. It will likely increase the chance of deflections and certainly dry-shrinkage, which in turn can lead to other complications. These factors must be considered when designing low-carbon concrete—removing cement is not enough on its own.
Silicate curing
There are many different ways to cure concrete, but the vast majority of concrete is chemically cured topically with some variety of silicate. This may be a sodium, lithium, or other type, but they are usually spray applied to the surface of the concrete in an effort to keep water in the slab to facilitate curing. Despite the many different forms and various new brands of silicate curing products that seem to come out each year, silicates are actually very old. They are also a highly inefficient technology for curing. Potassium and sodium silicates themselves were first discovered between the end of the dark ages and the beginning of the renaissance by alchemists such as Giambattista della Porta.
In more modern commercial concrete applications, the first documented use was by William Michaels describing silicate’s-based hardening characteristics in 1893. Silicate cure and seal style approaches gained more acceptance in the early middle part of last century, particularly after the publication of Dr. James Vale’s Soluble Silicates.12 However, because of the lack of curing performance the American Concrete Institute (ACI)’s endorsement of sodium silicates was withdrawn in 1949 (ASTM-C111). The newer concrete material section 5.2 of ACI 301-16 also states “silicate-based liquid surface densifiers are prohibited curing compounds.” Despite their significant lack of performance , silicates continue to populate specifications, making them a requirement on job sites all over world.
Silicates do react with available free lime and calcium to form additional C-S-H with the surface of the pores, raise abrasion resistance, and reduce some of the permeability, but not sufficient enough for proper curing. Dr. Tyler Ley, professor of structural engineering at Oklahoma State University, created a short video13 sharing his research on comparative curing methods with lithium silicate curing rating only slightly above not curing at all with regards to both mass loss (stopping the damaging physical manifestations of volume loss, such as cracking, curling, and undulation) and chloride penetration and reduced strength and serviceability due to increased corrosion in any matrix reinforced with steel.14 ACI 302.1R-15, Guide to Concrete Slab and Floor Construction states silicates do not meet the requirements for ASTM C309 or ASTM C1315 for liquid membrane forming compounds on fresh concrete.
Combining low-carbon mix designs with silicate curing
Taking a holistic look at using new generation low-carbon mix designs used in conjunction with 100-year-old approaches to curing, the industry is aware they are doomed to fail in the field. Less water is being kept in the slab and the non-cement pozzolans, now making up more and more of the mix design, are gobbling up whatever water is left or simply not reacting at all. This does not just create a more porous, weaker concrete, with horrible curling and dry-shrinkage cracks, it also consumes time. Owner groups are being told they must anticipate longer construction schedules if they want to remove meaningful amounts of cement.
Extended curing schedules demand more energy from the grid to operate cranes, and stacked lighting. The cracked, porous floors have a shorter life-cycle on top of needing additional repairs to joints, and concrete in the form of epoxies, additional densifier coats, toppings and overlays to make up for deflected or spalled concrete. These longer schedules affect not only operational costs, but also construction financing and insurance making it further cost prohibitive.
 [3]
[3]By 2027, the global logistics market is estimated to reach $17.2 trillion CAD (USD $12.9 trillion).15 This means more warehouses, more server facilities, more distribution centres, and more concrete. However, the pressure to build quickly almost eliminates any chance for significant cement reduction due to the required extended curing schedules for older Marin County-style16 approaches to concrete curing requiring delayed day-of-strength by as much as 56-days of curing, versus the standard 14- and 28-day programs.
Internally curing concrete
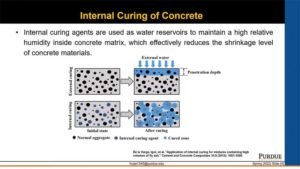
Most will try to cure concrete with the traditional topical surface curing previously mentioned. This is a fiasco waiting to happen when building low-carbon concrete. Instead, builders need a different approach which properly respects the new water demands of low-carbon concrete. Unlike traditional curing, which attempts to delay moisture evaporation or supply water at the surface of concrete, internal curing (IC) provides water from within the concrete, thereby increasing reactions of cementitious particles and creating the environment suitable for producing strong, low permeability concrete.
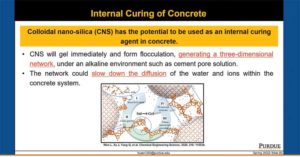
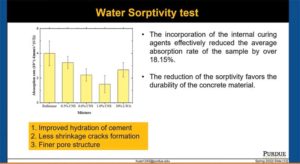
 [4]Historically, IC has been conducted by using expanded shale and clay. However, in the last decade, cellulose fibres and perhaps most especially liquid nano-sized colloidal silica have been shown to be a practical method of supplying added curing water. In 2018, at CSI Construct in Longbeach California, the world got its first glimpse of large-scale internally cured nano silica projects and early research from the presentation, Changing the Language of Concrete.17 Since then, there has been tremendous research on the use of nano silica in cementitious grout coats,18 internal curing studies at Purdue University,19 Concrete North at University of Alberta, various state and federal infrastructure studies, as well as at University of Akron, The National Center for Education and Research on Corrosion and Materials Performance (NCERCAMP), and the National Concrete and Corrosion Symposium (NCCS)20 to build upon the industry’s understanding of liquid colloidal nano silica as one of the most advanced commercially available curing practices. Cellulose fibres and nano silica infused cements both provide meaningful aid against high alkalinity in concrete and meeting greater water demands. Using the right type and proportion of nano silica can not only increase compressive strength, but also influence pore structures and decrease permeability. Similarly, when removing large percentages of cement for low-carbon concrete buildings, this increased pozzolonic activity also speeds up curing to reduce dependencies on 56-day schedules, as with older surface style curing.
[4]Historically, IC has been conducted by using expanded shale and clay. However, in the last decade, cellulose fibres and perhaps most especially liquid nano-sized colloidal silica have been shown to be a practical method of supplying added curing water. In 2018, at CSI Construct in Longbeach California, the world got its first glimpse of large-scale internally cured nano silica projects and early research from the presentation, Changing the Language of Concrete.17 Since then, there has been tremendous research on the use of nano silica in cementitious grout coats,18 internal curing studies at Purdue University,19 Concrete North at University of Alberta, various state and federal infrastructure studies, as well as at University of Akron, The National Center for Education and Research on Corrosion and Materials Performance (NCERCAMP), and the National Concrete and Corrosion Symposium (NCCS)20 to build upon the industry’s understanding of liquid colloidal nano silica as one of the most advanced commercially available curing practices. Cellulose fibres and nano silica infused cements both provide meaningful aid against high alkalinity in concrete and meeting greater water demands. Using the right type and proportion of nano silica can not only increase compressive strength, but also influence pore structures and decrease permeability. Similarly, when removing large percentages of cement for low-carbon concrete buildings, this increased pozzolonic activity also speeds up curing to reduce dependencies on 56-day schedules, as with older surface style curing.
 [5]Brookfield Properties’ 415 Natoma in San Francisco, logistics centers in Bradenton, Florida, Adidas Fifth in New York, and many other projects have benefited from internal curing with liquid colloidal nano silica SCMs to increase quality, reduce schedule, and maintain internal water for more complete hydration. With colloidal nano silica, help in hydration voids are reduced throughout the entire matrix of the concrete, including the surface. With fewer voids at the surface and significant strength gains, internally cured nano silica concrete can be ready to receive coated or polished concrete floors in shorter time frames. At a distribution centre in Florida, internal curing with nano infused cements allowed for polishing to begin the same week as placement and reduce global warming potential (GWP) by 33 per cent removing time and carbon from the construction schedule. This increased schedule flexibility, made possible with cements infused with nano silica, present an opportunity for large data centres and other schedule-intensive builds to remove meaningful amounts of cement without requiring the same schedule extensions required by older surface curing from the last century.
[5]Brookfield Properties’ 415 Natoma in San Francisco, logistics centers in Bradenton, Florida, Adidas Fifth in New York, and many other projects have benefited from internal curing with liquid colloidal nano silica SCMs to increase quality, reduce schedule, and maintain internal water for more complete hydration. With colloidal nano silica, help in hydration voids are reduced throughout the entire matrix of the concrete, including the surface. With fewer voids at the surface and significant strength gains, internally cured nano silica concrete can be ready to receive coated or polished concrete floors in shorter time frames. At a distribution centre in Florida, internal curing with nano infused cements allowed for polishing to begin the same week as placement and reduce global warming potential (GWP) by 33 per cent removing time and carbon from the construction schedule. This increased schedule flexibility, made possible with cements infused with nano silica, present an opportunity for large data centres and other schedule-intensive builds to remove meaningful amounts of cement without requiring the same schedule extensions required by older surface curing from the last century.
Nano silica can also bring its own unintended cobras if a too simplistic approach is taken. To begin with, saying “nano silica” is a lot like saying “automobile”—there are many types of cars, trucks, and motorcycles, each with their specific functions. Getting proportions on size, dispersion, and dosage is key. If off, the concrete can lose some valuable compressive strength. However, if the silica dose is just right, cement replacement is possible with just local sand and aggregate when traditional materials such as, silica fume, slag, or fly ash are not available; or with the use of fly ash, slag, and other dry-add pozzolans when they are available.
The specified slider does not exist.
Plan for concrete protection and curing
Planning for concrete curing is essential to maintaining lower carbon concrete properties, whether that is achieved through internally cured concrete mix design or conventional external curing methods. Protection and curing of concrete have always been required, but often reduced or neglected to speed up placement of successive concrete pours, or to reduce the amount of time when adding additional suspended slabs. Conventional concrete has suffered by the lack of attention to protection and curing during the early stages of strength gain, the new lower carbon concrete is more susceptible to lapses in administration of a curing plan and requires a more extensive process to maintain specified concrete properties.
Curing plans must account for active protection and curing strategies during the initial strength gain stage and need to account for passive curing strategies once the initial strength gain has been achieved. This helps reduce undesirable cracking, warping, curling, and delamination which can result when moisture and temperature are not controlled throughout the remaining construction phases. ACI 308R, Guide to Curing Concrete21 is an excellent resource for all types of concrete.
Speed of placement and provisions for an unencumbered worksite are often used as reasons to reduce protection measures when delivering concrete to the project. Weather conditions have always affected conventional concrete, and lower carbon concrete are even more susceptible to a lack of protection during placement activities.
- Cold weather protection must account for temperature control, and temperature of the concrete will substantially affect strength gain. Compressive strength of concrete cured at 10 C (50 F) will gain strength at half the rate as concrete cured at 21.1 C (70 F).
- Hot weather protection must account for rapid moisture loss, and will include suns and wind screens.
- Protection must also account for contingencies during the time concrete is placed. Warm weather can turn cold within a couple of hours in northern latitudes and torrential rains can occur regardless of where the project is located.
- Concrete curing is essential to attain specified design strength. A shorter wet curing period leaves the concrete to “dry out,” and typically results in achieving only 50 per cent of the design strength, severely compromising durability.
- Concrete curing has been under specified by architects and engineers in the past, and seldom address appropriate curing solutions described in concrete reference standards.
- Most specifications will defer to the contractor’s construction schedule and their need for rapid formwork deployment and removal, which is detrimental to the wet curing process.
- Concrete mix design and curing are integrally related, particularly for low carbon concrete compositions. Wet curing and concrete quality must be seen as a priority over speed of construction.
- Special procedures can be used to accelerate strength gain where speed of construction is critical, and will require incorporating heat and additional moisture to maintain concrete quality, such as introduction of live steam, radiant heating coils, electrically heated formwork, or insulating blankets.
Once the active curing period is completed, concrete requires further protection from re-wetting (e.g. from rain, snow, and ice), freezing conditions, open flame heaters (i.e. carbonation), and other weather conditions that can affect durability of lower carbon concrete.
The contractor should have a quality management program describing their standardized approach to managing concrete curing and protection procedures which include provisions for preconstruction activities; quality assurance (QA) and quality control (QC) activities undertaken by the contractor and trades; and reporting of the implementation of the various protection and curing procedures used during construction.
The specifier must explicitly state in the specifications the basis of design curing procedures that are acceptable for the project, describe curing of unformed and formed surfaces, and state acceptance requirements for contractors proposed modifications based on their project schedule. Specifiers can confirm whether there are any special curing and protection requirements by coordinating with the lower carbon concrete supplier, and using their recommendations as specific requirements in the project specification.
Education and documentation
New curing methods, such as lower carbon ingredients, are still only a single part of making sustainable concrete practices work. New methods are not going to help anyone, no matter how good they are, unless people are educated on how to succeed in the design and building of proper curing with low-carbon concrete, they will still fall into the same trap as the colonial British in dealing with too simple solutions in ridding the cobras.
In documentation, if one is no longer using cure and seals, curing membranes, and silicates then those specifications will need to be intelligently updated. Design decision makers, structural engineers, and specifiers will have to not only update, but get used to the idea of fewer moving parts in their specifications.
Specifiers will have to research, interrogate, and incorporate their materials and methods to be successful. Similarly, professionals in the field will have to adapt to small, but meaningful behavioural changes that come with internal curing. There will be less bleed water. A common reaction in the past might have been to add additional water to the surface (water of convenience) or an epoxy skim coat, believing incorrectly that the concrete is drying out too quickly, but this is no longer the case. Internal curing also means the concrete is malleable much longer than 100-year-old surface curing. This will affect how and when builders cut joints, and possibly how many joints they need to cut. Jumping into anything new needs to be thoughtful and eased into so questions can be asked, answered, and understood prior to the real deal.
However, it is not just a projects documents that need to change. It is likely that actors outside of the project team, but still directly connected with construction, need updated approaches as well. One example might include updating credits to not only include low volatile organic compounds (VOCs), but also credits for eliminating the need for products with any amount of VOCs in the first place with more modern approaches to curing. Environmental product declarations (EPDs) likely need to be modified as well to include performance characteristics, such as permeability to avoid regrettable substitutions for seemingly low carbon outcomes, while not fully appreciating lifecycle and performance.
Conclusion
A complete substitute to cement does not yet exist on a commercial level—replacing concrete as a building technology is not practicable. It is strong and versatile. This has made it the most widely used building material in the world after water. It is relatively inexpensive to manufacture, and construction is relatively easy to teach as well. The concrete market is expected to grow to more than USD 480 billion by 2029,22 just 21 years ahead of the 2050 goals of the Paris Agreement and the over simple answer of simply removing cement, as with the bounty on snakes, is not going to work.
The industry’s priority today must be to not only curb embodied carbon, but also build good concrete. This means a diversification of supply sources, which include cellulose fibres, nano infused cements not only helping to reduce cement content, but aid in maximizing the benefits to be had with slag, fly ash, PLC, and grasping a new reality of high alkalinity concrete that did not exist just a few years ago.
Similar to the cobras of colonial India, increasing the sustainability of concrete is a complex problem and requires complex solutions. While a simple solution of removing cement and replacing with other materials seems simple, these material changes to concrete bring with it additional problems which must be addressed for the solution to work. Changing the material nature of concrete requires a similar change of approach to curing it. This ensures builders avoid inadvertently creating other problems in the concrete market, not least of which is lesser performing concrete with perhaps an even higher carbon footprint than first realized. This is all too often the case with simplistic solutions to complex problems. However, by digging a little deeper, and approaching a complex problem, such as reducing embodied carbon with more complex solutions, including updating curing methods, utilizing other types of SCMs, the industry cannot only reduce embodied carbon, but also make incredibly resilient, long life cycle concrete in much shorter schedules than ever before.
Notes
1 Read Alkali-silica reaction in concrete, published by Understanding Cement, https://www.understanding-cement.com/alkali-silica.html[6].
2 Read What Happens if Concrete is Not Cured Properly, published by The Constructor, https://theconstructor.org/concrete/inadequate-concrete-curing/30895/[7].
3 Refer to UK Concrete, published by Mineral Products Association, https://www.mineralproducts.org/Campaigns/UK-Concrete.aspx[8].
4 See H.F.W Taylor’s Cement Chemistry (2nd edition, vol.2), published in 1997 by Thomas Telford, for more on Locher’s 1966 work.
5 See Properties of Cements and Concrete Containing Fly Ash, by R.E. Davis et al, as published by the American Concrete Institute (ACI) in 1937.
6 See Composition and Microstructure of 20-year old Ordinary Portland and Cement-ground Granulated Blast-furnace Slag blends Containing 0 to 100% Slag, published in Cement and Concrete Research, 2010.
7 Consult Supplementary Cementitious Materials, published by Euclid Chemicals, https://www.nahb.org/-/media/NAHB/nahb-community/docs/councils/bsc/supplementary-cementitious-materials.pdf[9]).
8 See Portland-Limestone Cement and Sustainability, published by PCA, https://www.cement.org/sustainability/portland-limestone-cement[10].
9 Refer to Factors Affecting the Rate of Evaporation, published by Byju’s, https://byjus.com/chemistry/factors-affecting-rate-of-evaporation/[11]
10 Consult Legislative and Regulatory Timeline for Cement Kiln Dust Waste, published by United States Environmental Protection Agency (EPA), https://www.epa.gov/hw/legislative-and-regulatory-timeline-cement-kiln-dust-waste[12].
11 Consult Cement Kiln Dust Waste, published by EPA, https://archive.epa.gov/epawaste/nonhaz/industrial/special/web/html/index-2.html#:~:text=to%20learn%20more.-,Introduction,back%20into%20the%20production%20process[13].
12 See Soluble Silicates in Industry, by James G. Vail, published by Journal of the Society of Chemical Industry, https://onlinelibrary.wiley.com/doi/abs/10.1002/jctb.5000480211[14].
13 Watch Comparing Curing Methods for Concrete, by Tyler Ley, https://www.youtube.com/watch?v=1siLxrpm_PE[15].
14 Consult Chloride Penetration—Remedial Measures, published by Penn State College of Engineering (PSU), https://www.engr.psu.edu/ce/courses/ce584/concrete/library/chemical/clrem.html[16].
15 Consult Logistics Market by Mode of Transport, published by Allied Market Research, https://www.alliedmarketresearch.com/logistics-market[17].
16 Refer to Marin County Code Chapter 19.07, https://www.marincounty.org/-/media/files/departments/cd/planning/sustainability/low-carbon-concrete/12172019-update/low-carbon-concrete-code.pdf?la=en[18].
17 See What is the Paris Agreement?, published by the United Nations, https://unfccc.int/process-and-meetings/the-paris-agreement/the-paris-agreement[19].
18 See Amazon Sustainability Goals and Progress, published by Amazon, https://sustainability.aboutamazon.com/our-approach/goals-and-progress[20].
19 See Changing the Language of Concrete, by Chris Bennett et al., https://prezi.com/conferences/construct/[21]
20 See Effect of Nanoporuous thin silica films on interface microstructure and bond strength of cementitious grouts, by Jose F. Muñoz et al., published by Construction and Building Materials, https://www.researchgate.net/publication/349953198_Effect_of_nanoporous_thin_silica_films_on_interface_microstructure_and_bond_strength_of_cementitious_grouts[22]
21 Watch Internal Curing Effect of Concrete Containing Colloidal Nano Silica (CNS), by the American Concrete Institute (ACI), https://www.youtube.com/watch?v=MEeowhp3IwQ[23]
22 See NCCS, https://www.linkedin.com/feed/update/urn:li:activity:6740623195524726784/[24].
23 Consult Guide to External Curing of Concrete, by ACI Committee 308, published by ACI, https://www.concrete.org/portals/0/files/pdf/previews/308r_16_preview.pdf[25].
24 Read Cement Market Size, Share & Covid-19 Impact Analysis, published by Fortune Business Insights, https://www.fortunebusinessinsights.com/industry-reports/cement-market-101825[26].
Authors
 [27] Chris Bennett is the founder and CEO of Bennett Build, an industry-recognized leader in concrete consulting. His portfolio includes the longest history of helping project teams in commercial internal curing in North America. His firm enjoys a diverse cliental of global developer and design teams and a wide variety of project types. Bennett has also helped improve continuing education in concrete by facilitating such programs as The National Concrete and Corrosion Symposium, Concrete North, and various hands-on reality labs with institutions such as University of Alberta, the University of Akron National Center for Education and Research on Corrosion and Materials Performance (NCERCAMP), the Construction Specifications Institute (CSI), and the International Society for Construction Sciences (iSCS). His work has been featured at Dreamforce, Construct, Praxis!, World of Concrete, and more. He can be reached at chris@bennettbuild.us.
[27] Chris Bennett is the founder and CEO of Bennett Build, an industry-recognized leader in concrete consulting. His portfolio includes the longest history of helping project teams in commercial internal curing in North America. His firm enjoys a diverse cliental of global developer and design teams and a wide variety of project types. Bennett has also helped improve continuing education in concrete by facilitating such programs as The National Concrete and Corrosion Symposium, Concrete North, and various hands-on reality labs with institutions such as University of Alberta, the University of Akron National Center for Education and Research on Corrosion and Materials Performance (NCERCAMP), the Construction Specifications Institute (CSI), and the International Society for Construction Sciences (iSCS). His work has been featured at Dreamforce, Construct, Praxis!, World of Concrete, and more. He can be reached at chris@bennettbuild.us.
 [28]Rae Taylor, Ph.D., holds a doctorate in civil engineering and materials science from the University of Leeds, and a postgraduate certificate in technology management from the Open University. Her research includes a focus on the effect of cement replacement materials and additives on cement microstructure. She can be reached at raemorristaylor@gmail.com.
[28]Rae Taylor, Ph.D., holds a doctorate in civil engineering and materials science from the University of Leeds, and a postgraduate certificate in technology management from the Open University. Her research includes a focus on the effect of cement replacement materials and additives on cement microstructure. She can be reached at raemorristaylor@gmail.com.
 [29]Keith Robinson, RSW, FCSC, FCSI, is an associate at Dialog in Edmonton, Alberta. Robinson also instructs courses for the University of Alberta, acts as an advisor to several construction groups, and sits
[29]Keith Robinson, RSW, FCSC, FCSI, is an associate at Dialog in Edmonton, Alberta. Robinson also instructs courses for the University of Alberta, acts as an advisor to several construction groups, and sits
on many standards review committees for ASTM and the National Fire Protection Association (NFPA). He can be reached at krobinson@dialogdesign.ca.
 [30]Ken Hercenberg is a senior specifier at Corgan with more than 40 years of experience in design and construction services. Hercenberg specializes in project manual production, building envelope design, code reviews, quality and constructability reviews, keynoting, and sustainability.
[30]Ken Hercenberg is a senior specifier at Corgan with more than 40 years of experience in design and construction services. Hercenberg specializes in project manual production, building envelope design, code reviews, quality and constructability reviews, keynoting, and sustainability.
- [Image]: https://www.constructioncanada.net/wp-content/uploads/2023/01/CoverOption2.jpg
- [Image]: https://www.constructioncanada.net/wp-content/uploads/2023/01/EPA-Chart.jpg
- [Image]: https://www.constructioncanada.net/wp-content/uploads/2023/01/colloidal-nano-silica-how-it-works.jpg
- [Image]: https://www.constructioncanada.net/wp-content/uploads/2023/01/Internal-Curing-vs.-Surface-Curing.jpg
- [Image]: https://www.constructioncanada.net/wp-content/uploads/2023/01/less-shrinkage-cracks-.jpg
- https://www.understanding-cement.com/alkali-silica.html: https://www.understanding-cement.com/alkali-silica.html
- https://theconstructor.org/concrete/inadequate-concrete-curing/30895/: https://theconstructor.org/concrete/inadequate-concrete-curing/30895/
- https://www.mineralproducts.org/Campaigns/UK-Concrete.aspx: https://www.mineralproducts.org/Campaigns/UK-Concrete.aspx
- https://www.nahb.org/-/media/NAHB/nahb-community/docs/councils/bsc/supplementary-cementitious-materials.pdf: https://www.nahb.org/-/media/NAHB/nahb-community/docs/councils/bsc/supplementary-cementitious-materials.pdf
- https://www.cement.org/sustainability/portland-limestone-cement: https://www.cement.org/sustainability/portland-limestone-cement
- https://byjus.com/chemistry/factors-affecting-rate-of-evaporation/: https://byjus.com/chemistry/factors-affecting-rate-of-evaporation/
- https://www.epa.gov/hw/legislative-and-regulatory-timeline-cement-kiln-dust-waste: https://www.epa.gov/hw/legislative-and-regulatory-timeline-cement-kiln-dust-waste
- https://archive.epa.gov/epawaste/nonhaz/industrial/special/web/html/index-2.html#:~:text=to%20learn%20more.-,Introduction,back%20into%20the%20production%20process: https://archive.epa.gov/epawaste/nonhaz/industrial/special/web/html/index-2.html#:~:text=to%20learn%20more.-,Introduction,back%20into%20the%20production%20process
- https://onlinelibrary.wiley.com/doi/abs/10.1002/jctb.5000480211: https://onlinelibrary.wiley.com/doi/abs/10.1002/jctb.5000480211
- https://www.youtube.com/watch?v=1siLxrpm_PE: https://www.youtube.com/watch?v=1siLxrpm_PE
- https://www.engr.psu.edu/ce/courses/ce584/concrete/library/chemical/clrem.html: https://www.engr.psu.edu/ce/courses/ce584/concrete/library/chemical/clrem.html
- https://www.alliedmarketresearch.com/logistics-market: https://www.alliedmarketresearch.com/logistics-market
- https://www.marincounty.org/-/media/files/departments/cd/planning/sustainability/low-carbon-concrete/12172019-update/low-carbon-concrete-code.pdf?la=en: https://www.marincounty.org/-/media/files/departments/cd/planning/sustainability/low-carbon-concrete/12172019-update/low-carbon-concrete-code.pdf?la=en
- https://unfccc.int/process-and-meetings/the-paris-agreement/the-paris-agreement: https://unfccc.int/process-and-meetings/the-paris-agreement/the-paris-agreement
- https://sustainability.aboutamazon.com/our-approach/goals-and-progress: https://sustainability.aboutamazon.com/our-approach/goals-and-progress
- https://prezi.com/conferences/construct/: https://prezi.com/conferences/construct/
- https://www.researchgate.net/publication/349953198_Effect_of_nanoporous_thin_silica_films_on_interface_microstructure_and_bond_strength_of_cementitious_grouts: https://www.researchgate.net/publication/349953198_Effect_of_nanoporous_thin_silica_films_on_interface_microstructure_and_bond_strength_of_cementitious_grouts
- https://www.youtube.com/watch?v=MEeowhp3IwQ: https://www.youtube.com/watch?v=MEeowhp3IwQ
- https://www.linkedin.com/feed/update/urn:li:activity:6740623195524726784/: https://www.linkedin.com/feed/update/urn:li:activity:6740623195524726784/
- https://www.concrete.org/portals/0/files/pdf/previews/308r_16_preview.pdf: https://www.concrete.org/portals/0/files/pdf/previews/308r_16_preview.pdf
- https://www.fortunebusinessinsights.com/industry-reports/cement-market-101825: https://www.fortunebusinessinsights.com/industry-reports/cement-market-101825
- [Image]: https://www.constructioncanada.net/wp-content/uploads/2023/01/Bennett_Headshot_Website.jpg
- [Image]: https://www.constructioncanada.net/wp-content/uploads/2023/01/Taylor_Headshot.jpg
- [Image]: https://www.constructioncanada.net/wp-content/uploads/2023/01/Keith-Robinson_website.jpg
- [Image]: https://www.constructioncanada.net/wp-content/uploads/2023/01/Hercenberg-headshot_Website.jpg
Source URL: https://www.constructioncanada.net/concrete-cobras/