Architectural aluminum goes green
by Elaina Adams | October 1, 2011 10:25 am
 [1]
[1]By Tammy Schroeder, LEED GA
The green building movement offers unprecedented opportunity to respond to challenges like global climate change, dependence on non-sustainable and expensive sources of energy, and threats to human health. The work of innovative building professionals is a fundamental driving force in the green building movement. Such leadership is a critical component to achieving the Canada Green Building Council’s (CaGBC’s) vision of a transformed built environment leading to a sustainable future.
The GREEN UP Program, launched by CaGBC in 2009, provides performance standards and resources to help building owners and operators understand and measure ongoing performance of the building envelope and to assist in finding efficiencies and improvements to achieve reductions in energy use, water use, and greenhouse gas (GHG) emissions.
By adopting green strategies within a building, not only are efficiencies and savings established, but employee productivity is also improved, and economic and environmental performances are maximized. Green building methods can be integrated at any stage—from design through construction to renovation and maintenance. The most significant benefits are obtained when the design/construction team takes an early, integrated approach evaluating the whole building system throughout its entire lifecycle.
Considering not just the whole building, but multiple buildings’ impact on their communities, the “2011 U.S. and Canada Green City Index”—commissioned by the electronics/electrical engineering manufacturing company, Siemens Corp.—found Vancouver to be the second greenest city in North America, closely following San Francisco. Toronto ranked ninth. Survey indicators ranged from water and energy consumption and conservation to public use of land, public transportation quality and efficiency, and even a city’s ‘walkability.’
Canada’s cities also are increasing the number of buildings registered and certified with the Leadership in Energy and Environmental Design (LEED) rating system. Last year, CaGBC reported 861 registered LEED buildings in 2010, with 143 certified. This is up significantly from 2009 numbers of 551 registered and 57 certified. Office buildings made up 35 per cent (or 303) of the projects registered or certified in 2010.
 [2]
[2]Photo courtesy Wal-Mart Stores Inc.
Such green projects earn their certification by including overt, visible technologies like renewable energy systems, high-performance HVAC assemblies, or reused building materials. However, there are also more ‘subtle’ aspects to sustainable design, including the finishes for aluminum components. While coatings and paints can offer the right esthetic impact and improved durability, they also provide potential for other ‘hidden’ benefits, including improved daylighting and energy efficiency.
Paints and coatings from a green perspective
Daylight harvesting has the most significant effect on LEED in the category of Energy and Atmosphere (EA) credits. Natural light can reach the building interior through windows and skylights, or by reflecting off interior or exterior surfaces.
Multiple studies have proven ample access to daylight and a pleasant view out of a window supports better outcomes in employee productivity, faster patient recovery, and higher performance in student learning. Daylight varies throughout the day, leading to piqued visual interest. The eyes adapt easily to this gradual illumination change, which is not easily achievable with artificial light.
Research has suggested a positive biological response to daylight’s variability. A properly-designed office that incorporates daylighting measures can provide a bright or soft mood created by the intrinsic colour, the intensity of the light source, and the use of warm interior colours. Working by daylight is reported to result in less stress and discomfort leading to better occupant comfort and health.
Use of windows and skylights have also demonstrated a positive and significant correlation to higher sales in retail stores. A cross-sectional field study by the Heschong Mahone Group (HMG) statistically demonstrated that, all other things being equal, an average non-skylit retail store would be likely to have 40 per cent higher sales with the addition of daylighting devices.
Beyond the personal and profitable benefits of sunlight, natural lighting also can contribute to optimizing energy use within a building. When seeking energy savings, one must look first to reduce the energy demand. Selecting daylight material, coated in a high solar reflective index (SRI) system—such as infrared (IR) reflective fluoropolymer coatings—can have an impact. High solar reflectance (i.e. albedo) and high-emittance coatings play an important role in resisting heat absorption and keeping buildings cooler, which reduces energy needed for air-conditioning systems.
In March 2011, a major coatings manufacturer issued a white paper that showed when IR reflectance coatings increased from five to 70 per cent for metal wall, window frame, and the roof, then the total building energy costs were reduced by one per cent in cold-weather cities such as Ottawa, Boston, and Chicago. (The reduction was up to four per cent in warm-weather cities such as Mexico City and Phoenix.) (“Energy Savings in High-rise Buildings Using High-reflective Coatings,” commissioned by a manufacturer, can be found online).
 [3]
[3]Photos courtesy Wausau
This means in Canada’s cooler climate, despite the trade-off between increased heating load and decreased cooling load, reflective coatings yield an advantage.
Whether baking in the sun or freezing in the cold, building envelopes endure some of the most rigorous daily durability challenges. Selecting an exterior architectural finish that will have the longest lifespan possible can be a daunting task. Since LEED’s introduction in 1998, the ‘green explosion’ has increased awareness of the various finishing options and their performance criteria. The finishing technologies and processes involved in design, construction, and manufacturing are extremely important to a building’s longevity and sustainability.
In the architectural and commercial industry, the three types of factory-applied, high-performance finishes for aluminum are:
- polyvinylidene fluoride (PVDF) paint;
- powder coat; and
- anodize.
Each process can be applied securely and permanently to the building’s aluminum components, with environmental protection inherent in the finish.
The finish choice is usually based on a combination of personal taste and performance specifications. Selecting the appropriate finish for the building’s exterior involves much more than just choosing a colour. Conversing with an applicator that has experience with all three finish types can be beneficial in determining the best application.
Unless applied onsite, architectural finishes do not contribute to the attainment of the LEED Indoor Environmental Quality (EQ) Credit 4.2, Low-emitting Materials–Paints and Coatings, but they most assuredly do contribute to a building’s sustainability.
Sustainable considerations of PVDF paint
High-performance 70 per cent PVDF coatings allow selection of nearly any conceivable colour (or combination), while shielding the building against aging, weathering, and pollution. PVDF coatings have been a proven mainstay in the architectural market since their introduction in 1965.
The resin system incorporated into the paint determines the coating’s characteristics and performance properties. The carbon-fluorine bond used in PVDF resin-based coating is one of the strongest bonds known.
 [4]
[4]Photo © William Lemke. Photo courtesy Super Sky Products
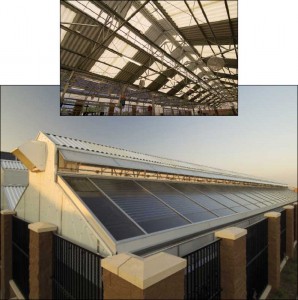
PVDF paint coatings have the ability to withstand enduring and intense ultraviolet (UV) radiation, contributing to long-term colour and gloss retention, and chalk resistance. They comply with the most stringent architectural specification for exterior applications in North America: American Architectural Manufacturers Association (AAMA) 2605-11, Voluntary Specification, Performance Requirements, and Test Procedures for Superior Performing Organic Coatings on Aluminum Extrusions and Panels. This standard requires paint coatings to meet rigorous testing performance standards—including 4000 hours of salt spray, and resistance to heat and humidity.
The primary environmental concern with liquid paints is the solvents used to deliver the paint to the part. Some of these solvents are considered volatile organic compounds (VOCs)—when released directly into the atmosphere, they contribute to ozone depletion. However, environmentally conscious finishers employ a 100 per cent air capture system and destroy the VOCs with a regenerative thermal oxidizer to eliminate this impact. VOC content is off-gassed and cured at the factory before arrival at the building site. Construction damage repair and restoration of architectural projects originally finished in a 70 per cent PVDF coating can be refinished onsite by professional applicators using the same type of high-performance coating in an air-dry system.
In Canada and the United States, liquid PVDF coatings have long been specified for curtain walls, windows, skylights, doors, building panels, and other architectural components. In recent years, manufacturers have also made great strides in developing high-performance architectural powder coatings, with some companies manufacturing these products with the same resin system used in liquid PVDF coatings.
Some North American powder coat companies promote the use of their product in the European market; for decades, powder coating has been the preferred coating method for aluminum across the Atlantic. However, European architectural powder coatings are made from a chemistry that does not meet AAMA 2605 requirements. A recent study noted the highest European standard, Qualicoat, is similar in quality only to AAMA 2604—an intermediate specification that utilizes 50 per cent PVDF coatings. The highest Qualicoat standard requires less exposure to the elements and calls for routine washing of all exterior metal building components—an expensive proposition for building owners. One should be cautious when selecting a powder coat finish to validate it meets the AAMA 2605 specification.
Demonstrating the durability of liquid PVDF coatings, the Canadian/U.S. border patrol station in Niagara Falls (shown on page 30) features an aluminum curtain wall system with sun shades and a custom trellis finished in a 70 per cent two-coat product. Manufactured in the mid-1990s, the curtain wall withstands the challenging environmental conditions of temperature fluctuations, excess moisture from the river and falls, and exhaust from traffic. While the station provides an enduring, unified structure, visitors from each country are greeted by a different colour scheme: the aluminum framing for the U.S. elevation is coated in dark green, while the Canadian one is finished in bright silver.
Sustainable considerations of anodize
In the 1920s, aluminum turned the ‘metals world’ upside down with its benefits of light weight, strength, fabrication flexibility, and durability. The first finishing technology developed was the anodize process, which provided corrosion-resistant, long-lasting protection and colour on the aluminum surface. Most building owners and architects call for architectural anodize for its beauty, but long life and low maintenance are also important factors.
 [5]
[5]Photos courtesy Dri-Design
The coatings are created from the substrate itself, integral to the part on which they form. The anodize process passes a direct electric current between the aluminum and the electrolyte, with the aluminum acting as the anode. This procedure mimics the natural oxide film, but results in a thicker, more controlled formation of a durable oxide film. The process also contains no VOCs, making it a light-fast, durable alternative to high-VOC paints and organic coatings. Further, anodized aluminum is 100 per cent recyclable, lending itself to post-consumer recycled content during demolition or restoration of the building.
Architectural anodize finish provides excellent wear and abrasion resistance with minimal maintenance in most environments; it resists the ravages of time, temperature, corrosion, humidity, and warping. Anodize should also meet AAMA 611-98, Voluntary Specification for Anodized Architectural. This standard requires anodize finishes to meet rigorous testing performance standards, including 3000 hours of salt-spray resistance.
Unlike other finishes, anodize is an integral part of the substrate and therefore highlights aluminum’s metallic appearance. To help conceal some of the irregularities in aluminum, some anodizers have changed to an environmentally responsible process that involves a change in the anodize etch chemistry, from a traditional caustic etch with a pH of 12+ to a more neutral, frostier etch with a pH between five and six. Etching is an important step during the anodize process; it is designed to dissolve a thin layer on the surface of the aluminum to develop a smooth uniform finish. The result is an esthetically appealing, frostier, matte finish that helps hide small defects, such as the die lines, flow lines, minor corrosion, and scratches that may occur.
Other benefits include:
- secondary billet can be successfully anodized, contributing to recycled material content for LEED and other programs;
- reduced glare in bright sunlight (gloss level reading is reduced from 15 to 25 with conventional anodize, down to a gloss level of 3 to 12 with the ‘eco-friendlier’ anodize process);
- anodize etch process has the viscosity of water and will not collect in the small recesses of aluminum extrusions or narrow aluminum tubes, enhancing the finished product’s durability and lifecycle; and
- anodize process can reduce landfill waste that is used with conventional etch processes by 75 to 80 per cent (waste directly relates to GHG production).
Taking advantage of anodized aluminum benefits and technological innovations, the Parkade at Calgary’s Southern Alberta Institute of Technology (SAIT) used an advanced software system to sculpt 3-D images into its metal panels. The 1394 m2 (15,000 sf) of aluminum panels, shown above, are 100 per cent recyclable and finished in a clear anodize.
The Ombrae Imaging Technology used at SAIT calculates the optimal reflective position for each pixel of an image and punches it into the panel system. For the project, these punched pixels reflect controlled light to form images of clouds and sky. Designed by Bing Thom/Marshall Tittemore Architects, the resulting structure conveys a connection and a feeling of preserved landscape between the campus and downtown Calgary.
Repair and restoration
With its inherent corrosion resistance, the ability of aluminum to maintain structural integrity has been documented for decades. However, daily operation and occupation of a building storefront and other high-traffic areas may need to be periodically repainted. As good as it is, painted and anodized aluminum is not completely maintenance-free, nor does it last forever. Painted aluminum can chip and scratch on high-wear areas such as sliding doors and entrance ways.
 [6]
[6]Photos courtesy Wal-Mart Stores Inc.
A building’s finish can become faded and discoloured after years of prolonged UV exposure, particularly if a PVDF coating was not used. In other cases, a new colour can be required as a result of a company brand change. Regardless of the reason, for any repair other than a small scratch or blemish, it is strongly suggested a licensed, professional, field service applicator of PVDF air dry systems (ADS) inspect the situation and determine the best suitable paint or repair procedure.
Onsite repair, refinishing, and restoration of architectural projects requires special equipment and an exceptional knowledge that only comes with years of experience. As even a minor mistake in any segment of repair can cause major problems over time, every step must be meticulously executed to ensure a long-lasting, field-applied finish including:
- meticulous surface preparation to remove dirt and mildew;
- sanding and buffing of minor scratches and defects;
- sandblasting for heavily-corroded areas;
- masking and protection to prevent overspray from contact of any non-finish areas;
- scuff-sanding the repaint area in order to provide an enhanced level of mechanical adhesion;
- solvent wipe to remove contaminants from the preparatory method;
- applying primer to bare metal; and
- using PVDF ADS coatings with a spray applicator.
PVDF ADS offers the same superior weathering properties as PVDF finishes and can be field-applied on almost any building material, restoring surfaces to last and look like new. PVDF ADS resists marring and abrasion, withstands airborne pollution without staining or discolouring, and retains appearance over time, just as the factory-applied equivalent. These coatings require little maintenance and can be easily cleaned with mild detergents.
A new, environmentally sensitive fluoropolymer coating system for onsite repair and restoration of architectural aluminum is being introduced. The proprietary formulation is water-based and created to meet the interior specifications for the Green Sea Environmental Standard and LEED, offering very low-VOC content.
According to EQ Credit 4.2, Low-emitting Materials–Paints and Coatings, architectural paints and coatings applied to the interior must not exceed the VOC content limits in Green Seal (i.e. GS-11 and GS-03) and South Coast Air Quality Management District (SCAQMD) Rule #1113. Along with the paint, any primer and cleaners must also fall within the LEED guidelines.
Beyond LEED, more communities and individuals are voicing their concerns about the chemicals and particulates used in restoring and renovating the interior of homes, schools, offices, and public spaces. Examples include:
- preservation projects with historical artifacts;
- healthcare facilities with sensitive medical equipment and patients with compromised immune systems; and
- residential and office towers with occupants reluctant to be relocated during renovations. These are the types of projects where property owners and managers should insist on finishing applicators certified in environmentally responsible practices.
 [7]
[7]Regarding warranties
Due in large part to advances in esthetics and performance of architectural coatings, today’s buildings are looking better and lasting longer than ever. Even with this progress, the most sophisticated coating systems have the possibility to corrode, lose their gloss or colour, or crack and peel if the aluminum is not properly manufactured, applied, or installed, or if they are exposed to environmental hazards on location. Fixing these problems can cost millions of dollars. Coating warranties provide security and protection to building owners, architects, and specifiers from these types of failures.
For projects within North America, the most important warranty terms and conditions—those related to weathering—are outlined in voluntary standards published by AAMA. While anodize finishes may be warranted up to 10 years, and 70 per cent PVDF paint finishes up to 20 years, many more years of service life usually can be expected. The AAMA standards are tested in the most extreme conditions possible for adhesion, gloss, chalk, and fade. The testing grounds are in south Florida where the sun, salt, air, and humidity are among the most challenging on the continent.
The first, and one of the most important, defences against paint problems is proper pretreatment of the aluminum. Without this step, premature failure of the finish system can almost be guaranteed. Paint systems are designed to be applied over clean, pretreated metal. The most time-tested, proven pretreatment system for architectural aluminum products is a chrome phosphate conversion coating.
Offering the longest lifecycle, chrome phosphate conversion coatings continue to be recognized by coating manufacturers as the most effective, robust pretreatment for aluminum. As a result, products installed along the seacoast and other harsh industrial environments frequently have additional terms and requirements.
When reviewing a warranty document, one must verify whether each performance standard is covered through the warranty’s specified length, or if it is a gradual declining warranty with payout obligations reducing through the years. Warranty documents will most likely require care and maintenance in scope with AAMA 609 and 610-09, Cleaning and Maintenance Guide for Architectural Finished Aluminum specification.
All architectural coatings will accumulate dirt and grime, with the amount depending on the building’s environmental conditions, location, and finish. The frequency of cleanings will be required more often on the seacoast or in a heavy industrialized area as compared to a rural, centralized location. AAMA suggests routine aluminum cleaning schedules be integrated with other cleaning schedules for both efficiency and economy.
Painted material
When selecting a cleaning solution, one should use mild soap solutions safe for bare hands—the sort of products one would use to wash a car. Strong acid or alkali cleaners must be avoided as they may damage the finish.
 [8]Solvents or emulsion cleaners, no stronger than mineral spirits or denatured alcohol—and spot-tested and found safe—may be used to remove grease, sealants, or other materials. Cleaners should never be mixed as the result can have a harmful outcome. Abrasive cleaners or materials (e.g. steel wool or abrasive brushes) should be avoided as they can harm the surface.
[8]Solvents or emulsion cleaners, no stronger than mineral spirits or denatured alcohol—and spot-tested and found safe—may be used to remove grease, sealants, or other materials. Cleaners should never be mixed as the result can have a harmful outcome. Abrasive cleaners or materials (e.g. steel wool or abrasive brushes) should be avoided as they can harm the surface.
Once heavy soil, grease, or sealant is removed, a mild soap solution should be applied with a cloth, sponge, or soft brush. The surface must then be thoroughly rinsed with clean water and dried with a soft cloth.
Anodized material
Much like painted surfaces, an anodized finish should be cleaned using mild soap solutions to retain its original beauty. Products safe for use with bare hands, including most commercial cleaning products, can be used. The cleaning solution should be applied with a soft cloth, sponge, or brush; strong acid or alkali cleaners must be avoided.
Severely soiled, anodized surfaces can be cleaned a little more aggressively than painted surfaces. For example, slight scuffmarks and rub marks on an anodized surface can be removed with a mild abrasive pad, and then cleaned using the mild soap solution. (The surface must be thoroughly rinsed with clean water and dried with a soft cloth.)
Conclusion
With minimal maintenance, finished architectural aluminum will retain the intended look and long life, while providing the desired performance in the harshest environments, including Canada’s cool climate and geographic diversity. These qualities help reduce the need to replace materials and components, which conserves resources, saves money, and preserves a productive, comfortable space for building occupants.
Tammy Schroeder, LEED GA, serves as the senior marketing specialist for Linetec in Wausau, Wisc. As an applicator of all architectural finishing technologies—paint, powder coat, and anodize—the company provides educational resource and advice to ensure the best finish for aluminum building products and metal construction projects. With a decade of experience in paint and anodize finishing, Schroeder develops and maintains Linetec’s American Institute of Architects/Continuing Education System (AIA/CES) and other educational presentations. She can be contacted via e-mail at tammy.schroeder@linetec.com.
- [Image]: https://www.constructioncanada.net/wp-content/uploads/2016/02/Linetec_SuperSky_WI-OconomowocHosp4WmLemke.jpg
- [Image]: https://www.constructioncanada.net/wp-content/uploads/2016/02/IMG_1146.jpg
- [Image]: https://www.constructioncanada.net/wp-content/uploads/2016/02/green-group.jpg
- [Image]: https://www.constructioncanada.net/wp-content/uploads/2016/02/Linetec-SuperSky_TX-Galleria1WmLemke.jpg
- [Image]: https://www.constructioncanada.net/wp-content/uploads/2016/02/Dri-Design_SAIT.jpg
- [Image]: https://www.constructioncanada.net/wp-content/uploads/2011/10/solar-panel-pics.jpg
- [Image]: https://www.constructioncanada.net/wp-content/uploads/2011/10/6797facade.jpg
- [Image]: https://www.constructioncanada.net/wp-content/uploads/2011/10/thinking-leed.jpg
Source URL: https://www.constructioncanada.net/architectural-aluminum-goes-green/