A snapshot of bitumen-based waterproofing
by Katie Daniel | January 6, 2017 11:25 am

By Charbel Boulos, P.Eng., and Joe Mellott
For more than two millennia, asphalt bitumen has been used as a key raw component in the construction industry. Long before the first oil refinery produced its first barrel of asphalt, builders and waterproofers used natural sources of asphalt for various applications. References to the use of asphalt are scattered throughout antiquity—early references in texts such as the Bible include the use of pitch or bitumen in the building of the Tower of Babel.
The National Asphalt Pavement Association (NAPA) cites the use of bitumen (asphalt) as far back as 615 BC, when Babylonian King Nabopolassar ordered construction of paved brick road systems. For the next two thousand years, asphalt continued to be used in a wide variety of waterproofing and binding applications, including the waterproofing of clothes and marine vessels and the assembly of infrastructure.
By the 19th century, asphalt began to be combined with rag felts and cloth to form the first built-up roof (BUR) systems. In its early stages, much of the binding used for bitumen came from the discarded residue of fuel oils in the form of pitch. In the 21st century, as refinery processes grew along with demand for specific fuel stocks, asphalt became a much more readily available commodity.
While asphalt had a wide variety of uses by this time, much of it continued to be employed to build roads. The asphalt coming straight from the refineries had too low a softening point (i.e. the temperature at or above which it begins to flow readily) to be a substitute for pitch in multiple roof systems. In the 1800s, developers utilized technology of oxidation from early photography methods to establish means by which asphalt can be oxidized post-refining to yield higher softening points—and thus more acceptable rooftop performance. The first oxidized or ‘blown’ asphalts were produced in the early 1920s. Oxidized asphalt, in combination with multiple plies of organic, asbestos, and fibreglass non-woven materials, enjoyed a strong market share in commercial roofing through most of the 21st century.
Through joint innovation of traditional waterproofing, specialty rubber, and thermoplastic elastomer (TPE) manufacturers, a new family of highly durable roofing products was developed. This class of product combined the waterproofing properties of bitumen with the elastic and thermal performance of rubber and plastic. This development, known as modified bitumen (mod-bit) roofing, began gaining market share in the 1970s.

Definition of modified bitumen
TPEs are a broad grouping of polymers, comprising of distinct polymer blocks differing in chemistry and intended performance. One segment (or block) is made of a traditional plastic—in many cases, polystyrene. By definition, thermoplastics can be melted and shaped many times without affecting the intended performance of the polymer. The polystyrene (S) segment of many TPEs has a typical melting point at or near 100 C (212 F).
The second segment of a TPE is an elastomer. Elastomers comprise a broad class of polymers exhibiting elastomeric properties. Truly elastomeric polymers predominantly fall into a class of polymers known as thermosets, and cannot be melted and reformed once set. The most common elastomer found in TPEs used in asphalt modification is polybutadiene (B). Combining polystyrene with polybutadiene in controlled polymerization produces the most common TPE used in roofing—known as styrene-butadiene (SBS) rubber.
SBS rubber can be configured in a linear diblock method or, in many cases, configured with multiple arms in a method known as radial. The specific morphology of the block configuration, molecular weight, and plastic-to-elastomer ratio can provide varying performances when blended with bitumen to form a modified bitumen compound. A less common practice involves utilizing an alternative midblock elastomer, such as ethylene-butylene (EB) or isoprene (I). Changing midblocks can enhance specific performance properties a formulator is working toward achieving.
When formulating a modified bitumen compound, the base asphalt is heated to facilitate blending of the TPE. TPE is typically provided in the form of pellets, crumb, powder, or a dense block (to be subsequently ground). The TPE is introduced to the molten asphalt at or near 160 C (320 F), and sheared through high-speed dispersion into a solution (much like a blender for smoothies). Under high levels of shear and heat, the elastomeric block will become homogenous and blend into specific fractions of the bitumen.
In brief, asphalt-based bitumen is a complex blend of hydrocarbons classified into distinct categories:
- saturates (i.e. saturated hydrocarbons);
- aromatic;
- polar aromatics; and
- asphaltenes.
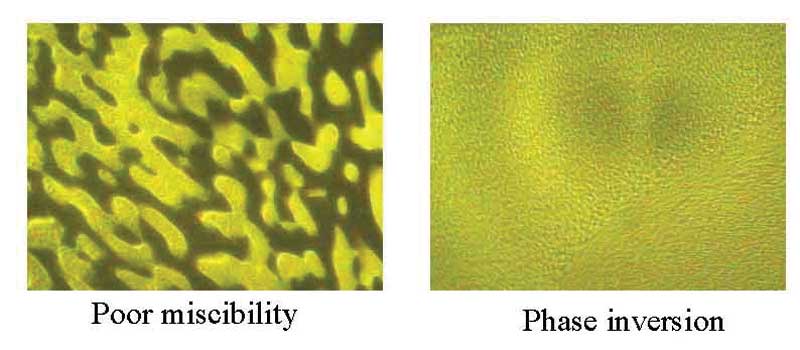
It is understood balancing these constituents is critical in obtaining and utilizing an asphalt bitumen compatible and functional with the appropriate TPE or TPE blend. Typically, commodity-modified bitumen compounds involve blending six to eight per cent of the TPE by weight into asphalt as previously described. As the blend progresses, the midblock develops a homogenous phase with the aromatic fractions of the asphalt. This phenomenon can be observed visually by the pellet or powder breaking down and the compound taking on a consistent, smooth appearance. The change can also be observed through ultraviolet (UV) light microscopy and by increases in compound viscosity.
Relatively low amounts of polymer can significantly change the physical properties of the blend. This process, called ‘inversion,’ refers to the change from typical asphalt properties to more rubber-like ones. Modified asphalts have significantly enhanced flexibility, but most importantly, they exhibit a much broader thermal window. Base (non-oxidized) asphalt has a very light thermal performance window, becoming a glassy, brittle substance below 15 C (60 F) and flowing readily at 30 C (86 F). Addition and proper blending of TPE, through inversion, can broaden the thermal window, creating a compound with flexibility down to –10 C (14 F) and flow resistance up to 100 C (212 F). Creating a broader thermal window enhances the long-term functionality of the formulated product.
Improved products can be formulated by adding additional levels of TPE. High-performance products having thermal windows with flexibilities as low as –40 C (–40 F) can be created by adding 20 per cent rubber or more. A broad thermal window is a strong indicator of product performance and long-term function. A more flexible compound, at a broader range of temperatures, provides a more flexible system, which in turn provides better resistance to rooftop thermal shock, punctures, and dynamic and static pressures.
It is important to note as most modified bitumens (specifically SBS-modified compounds) age, thermal windows tend to tighten from the bottom up. At low temperatures, flexibility lessens, making the compound more susceptible to dynamic fracturing as temperatures increase. Understanding this shift allows formulators to develop broader initial performance windows with the expectation of environmentally driven ‘tightening.’ Designing polymer compounds with broader thermal windows requires elevated levels during manufacturing, allowing modified-bitumen membranes to perform better and longer while increasing the life cycle and generally improving performance.
In function, much of the modified bitumen market involves factory production of modified bitumen compounds applied to polyester, fibreglass, or polyester/fibreglass composite to form modified bitumen rolls. However, there is still a strong market throughout Canada for field installation of rubber-modified asphalt with unsaturated layers of polyester or fibreglass mat, which forms an in-situ, multi-ply waterproofing system. Understanding the initial and sustained performance of the modified bitumen compound is critical in designing and sustaining successful systems.

Future technology
It is fairly safe to say much of the traditional TPE market is now mature. Standard practices, products, and formulations are well understood and established. However, research on improving modified bitumen’s sustained performance continues. TPE manufacturers continue to fine-tune morphology and configuration of their polymers to provide better- and longer-performing modified bitumen compounds.
Recent developments in the use of thermoplastic urethanes and in-situ urethane-modified compounds have yielded substantially broader thermal windows with significantly improved sustained performance. Substituting improved polymer compounds such as prepolymers of polycarbonate with polybutadiene has yielded modified bitumen compounds with thermal windows as broad as –20 C to 150 C (–4 to 302 F), with no long-term change in performance.
Much of this research is in adaptive technology from other advanced industrial areas, such as the automotive, plastics, and adhesives industries. This is important to remember when considering long-term performance—the technology may be new to modified bitumen, but it may also have been in alternative markets for decades.
The quest for better-performing products continues, but history remains true. Bitumen and modified bitumen are the longest-performing waterproofing products known. Their unique properties helped build and waterproof the homes of pharaohs, and continue to protect the homes and workplaces of people today.
 Joe Mellott holds multiple patents for roof-related innovations. He received the 2006 Industry Statesman Award from the Roof Coatings Manufacturers Association (RCMA) for his work in advancing roof coatings industry technology. A graduate of Case Western Reserve University, Mellott holds a degree in polymer engineering, is a frequent contributor of technical articles to industrial publications, and has participated in innumerable roofing- and polymer-related organizations. He has served as the technical chair and president of the Roof Coatings Manufacturers Association (RCMA), as well as sitting on the board of the Cool Roofs Rating Council (CRRC). Mellott is the vice-president/general manager of the Innovative Metal Company (IMETCO) for the Garland Industries of Cleveland. He can be reached at jmellott@garlandind.com[1].
Joe Mellott holds multiple patents for roof-related innovations. He received the 2006 Industry Statesman Award from the Roof Coatings Manufacturers Association (RCMA) for his work in advancing roof coatings industry technology. A graduate of Case Western Reserve University, Mellott holds a degree in polymer engineering, is a frequent contributor of technical articles to industrial publications, and has participated in innumerable roofing- and polymer-related organizations. He has served as the technical chair and president of the Roof Coatings Manufacturers Association (RCMA), as well as sitting on the board of the Cool Roofs Rating Council (CRRC). Mellott is the vice-president/general manager of the Innovative Metal Company (IMETCO) for the Garland Industries of Cleveland. He can be reached at jmellott@garlandind.com[1].
 Charbel Boulos, P.Eng., is the president of Garland Canada. He is a licensed professional engineer with 25 years of experience in all facets of roofing design and construction, including hot asphalt, modified bitumen, cold process, and sustainable roofing. Boulos served as Garland Canada’s general manager until he was named president in 2009. He studied engineering at the University of Toronto, specializing in chemical processes and petroleum-based products, and received his engineering designation and license in 1990. Boulos can be reached at cboulos@garlandind.com[2].
Charbel Boulos, P.Eng., is the president of Garland Canada. He is a licensed professional engineer with 25 years of experience in all facets of roofing design and construction, including hot asphalt, modified bitumen, cold process, and sustainable roofing. Boulos served as Garland Canada’s general manager until he was named president in 2009. He studied engineering at the University of Toronto, specializing in chemical processes and petroleum-based products, and received his engineering designation and license in 1990. Boulos can be reached at cboulos@garlandind.com[2].
- jmellott@garlandind.com: mailto:jmellott@garlandind.com
- cboulos@garlandind.com: mailto:cboulos@garlandind.com
Source URL: https://www.constructioncanada.net/a-snapshot-of-bitumen-based-waterproofing/